 Enerke Low Carbon Tech Corp
Enerke Low Carbon Tech Corp


CONTACT US


Technology Overview
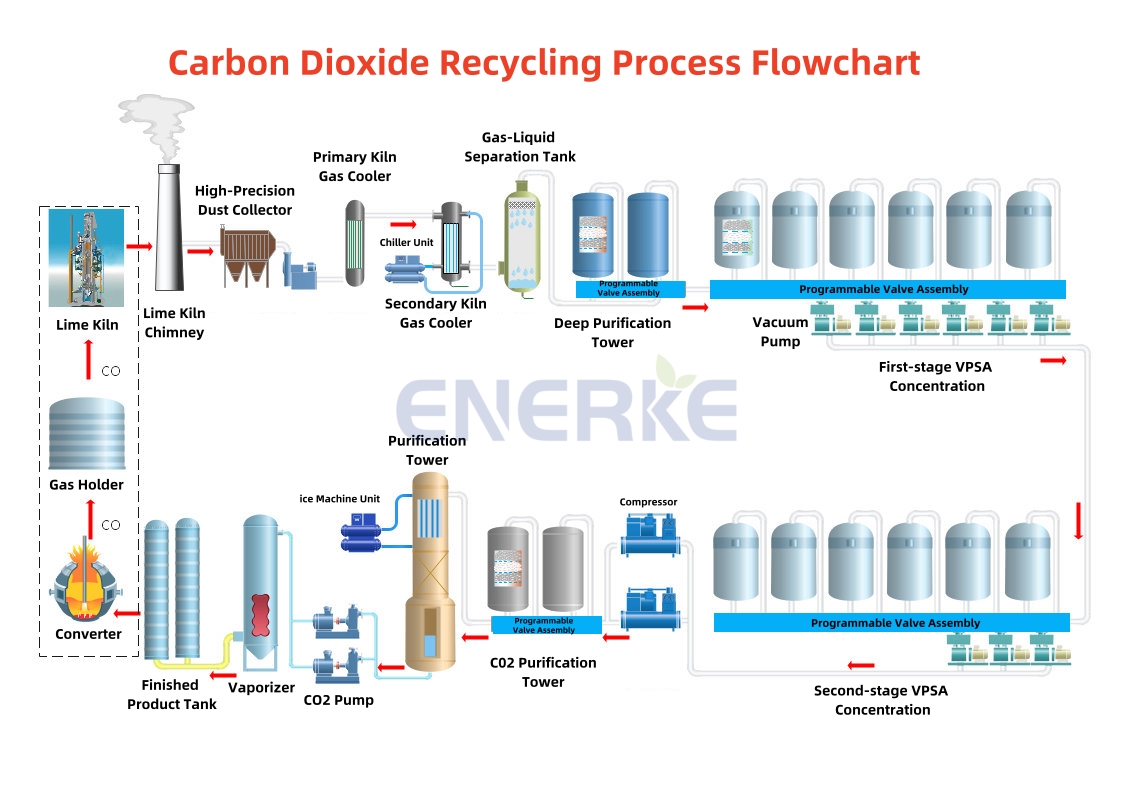
Industrial flue gas CO₂ capture technology is specifically designed for optimizing the treatment of flue gases from high-temperature, low-pressure processes such as rotary kilns (lime kilns). These gases typically have low CO₂ concentrations and contain impurities like NOx and SO₂. The process includes multiple stages: deep flue gas purification, two-stage VPSA (Vacuum Pressure Swing Adsorption) concentration, CO₂ compression, purification, liquefaction, and storage, all aimed at efficiently recovering and purifying CO₂ from industrial flue gases.
Product Features
- Efficient Dust Removal and Cooling: Utilizes a high-precision dust removal and cooling process to effectively prevent dust blockage in traditional coolers, ensuring long-term stable operation of the equipment.
- Deep Purification Unit: Incorporates a TSA (Temperature Swing Adsorption) unit for deep purification, effectively removing moisture, NOx, and SO₂, which reduces corrosion risks and extends the lifespan of the main adsorbent.
- Energy-Efficient Design: Low-pressure adsorption technology and a blower-free design minimize the number of moving parts, reducing energy consumption and footprint.
- High-Purity CO₂: The two-stage VPSA concentration process ensures that the final industrial-grade product achieves a purity of ≥99.8%.
- Low-Temperature Liquefaction Process: Employs low-temperature liquefaction and purification technology to recover cold energy, lowering energy consumption while ensuring CO₂ purity.
- Recycling Water System: Features a complete recycling water system that addresses low production capacity in winter and at night, ensuring stable operation.
Applications
- Cement and Lime Industries: Suitable for flue gas treatment and CO₂ recovery in cement and lime sectors, meeting environmental regulations.
- Chemical Industry: Effectively recovers CO₂ during chemical production, supporting clean production and resource recycling.
- Environmental Technology: Provides technical support for emission reduction and carbon capture projects, contributing to the achievement of low-carbon economy goals.





