 woboenerkeco
woboenerkeco




CONTACT US


Product Overview
Green ammonia is produced using renewable energy sources, achieving zero carbon emissions throughout its lifecycle. It can be conveniently stored and transported at room temperature and has a high hydrogen content, making it a key component of future energy systems. Green ammonia is expected to gradually replace traditional energy sources, with widespread applications in energy transport, chemical raw materials, and fertilizers, thereby contributing to societal carbon reduction efforts.
Product Features
Modular Design:
The equipment features a modular design that allows for the mass production of standardized units, accelerating factory construction speed, and making it especially suitable for integration with renewable energy sources like wind and solar.
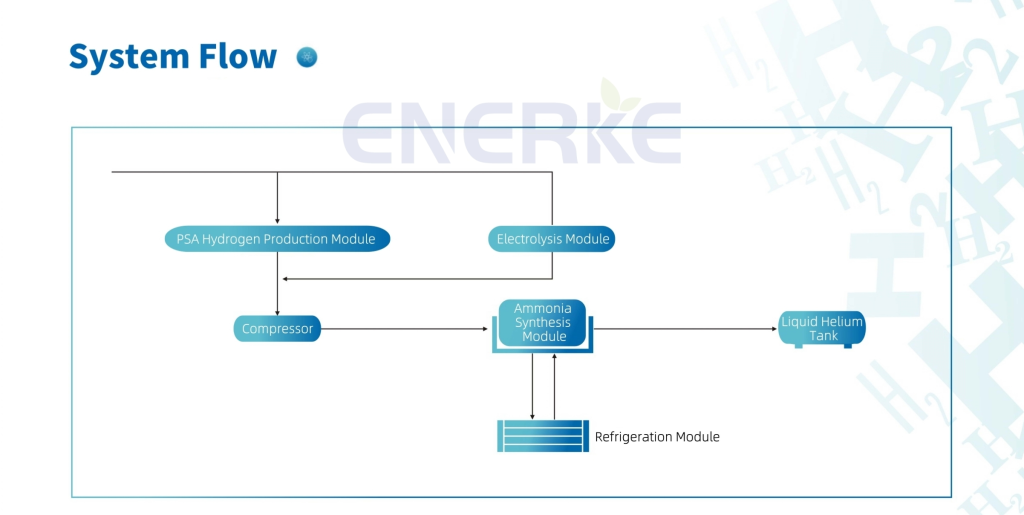
Efficient Synthesis Technology:
The modular green ammonia equipment utilizes a low-pressure synthesis system and high-efficiency catalysts to produce high-purity ammonia. It currently offers three production capacity options: 3,000 tons, 10,000 tons, and 20,000 tons per year.
Compact Integrated System:
The system is highly integrated and modular, occupying a small footprint, with most modular components manufactured in the factory to reduce on-site construction workload.
Patented Technology and Process Optimization:
The use of patented technologies and optimized processes reduces the number of required devices, achieving a high level of equipment integration.
High-Efficiency Heat Exchange Equipment:
It employs multi-channel, high-efficiency spiral tube heat exchangers, characterized by compactness, efficiency, and modularity.
Advanced Ammonia Synthesis Reactor:
The new high-efficiency ammonia synthesis reactor provides high-purity ammonia and excellent internal volume utilization.
Optimized Cycle Compression Process:
The optimized process allows for a wide range of adjustments during ammonia synthesis.
Low Power Consumption:
The system is designed to minimize power consumption, enhancing energy utilization efficiency.
Applications
Energy Transport: Green ammonia serves as an efficient carrier for hydrogen, facilitating the transport and storage of clean energy.
Chemical Raw Materials: It is an important raw material in chemical production, promoting the low-carbon transformation of the chemical industry.
Fertilizer Production: Green ammonia is used as an environmentally friendly fertilizer in agriculture, replacing traditional ammonia sources and reducing environmental impact.
Renewable Energy Integration: Its integration with renewable energy sources, such as wind and solar, provides stable energy storage solutions for the grid.
Clean Fuel: Green ammonia can serve as a substitute for clean fuels, reducing dependence on fossil fuels and supporting sustainable development goals.



 CO₂ Capture Tec...")

