 woboenerkeco
woboenerkeco




CONTACT US


Product Introduction
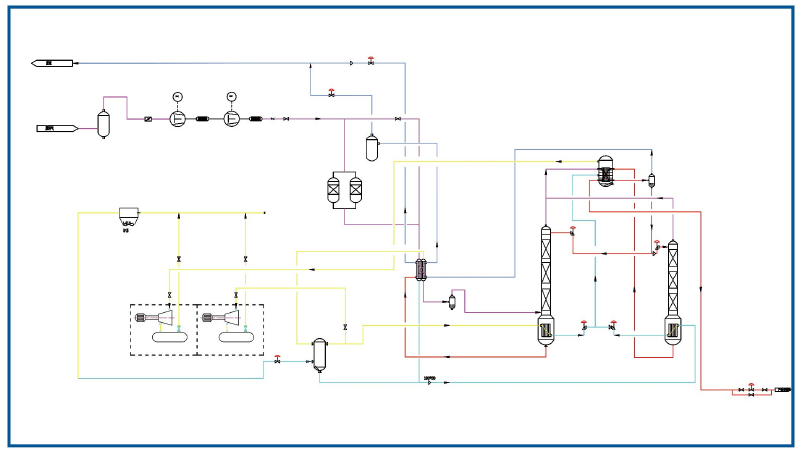
The CO₂ recovery liquefaction unit is specifically designed to handle carbon dioxide gas generated from processes such as alcoholic fermentation, carbonate calcination, ammonia synthesis, ethylene catalytic oxidation, and gasification. Utilizing a range of technologies including filtration, adsorption, reaction, washing, separation, and distillation, it removes impurities from CO₂ to achieve industrial-grade or electronic-grade carbon dioxide purification and liquefaction. Our company offers EPC (Engineering, Procurement, and Construction) services to ensure efficient project implementation.
Product Features
- Tailored Design: Custom-designed based on different feed gas compositions from users, ensuring product functionality while minimizing equipment investment and operational energy consumption.
- Compact Footprint: The unit features a compact design and simplified structure, facilitating installation and maintenance.
- Efficient Control System: Equipped with a Distributed Control System (DCS) for easy operation, allowing for 24-hour continuous operation with minimal supervision.
- All-Stainless Steel Construction: Components in contact with CO₂ are made of stainless steel, enhancing safety and stability.
Applications
- Industrial Gas Users: Widely used in the production and supply of various industrial gases, particularly in industries requiring high-purity carbon dioxide.
- Food and Beverage Industry: Useful for the recovery and liquefaction of carbon dioxide during food and beverage production processes.
- Chemical Industry: Supports the recovery and utilization of carbon dioxide in chemical production processes.
- Environmental Projects: Contributes to Carbon Capture and Utilization (CCU) projects, aligning with sustainable development goals.
| Parameter | Description |
| Capacity | 300 - 15000 Nm³/h |
| CO₂ Storage Temperature | -20 ~ -25 °C |
| Storage Pressure | 2.0 MPa.G |
| Water Content | ≤ 20 ppm |
| H₂S Content | ≤ 0.1 ppm |
| Power Consumption | 0.3 ~ 0.34 kW·h/Nm³ (CO₂) |





